宁波高新区威康材料有限公司
Weikang New Materials Co.,Ldt.
宁波高新区威康材料有限公司
Weikang New Materials Co.,Ldt.



宁波高新区威康材料有限公司
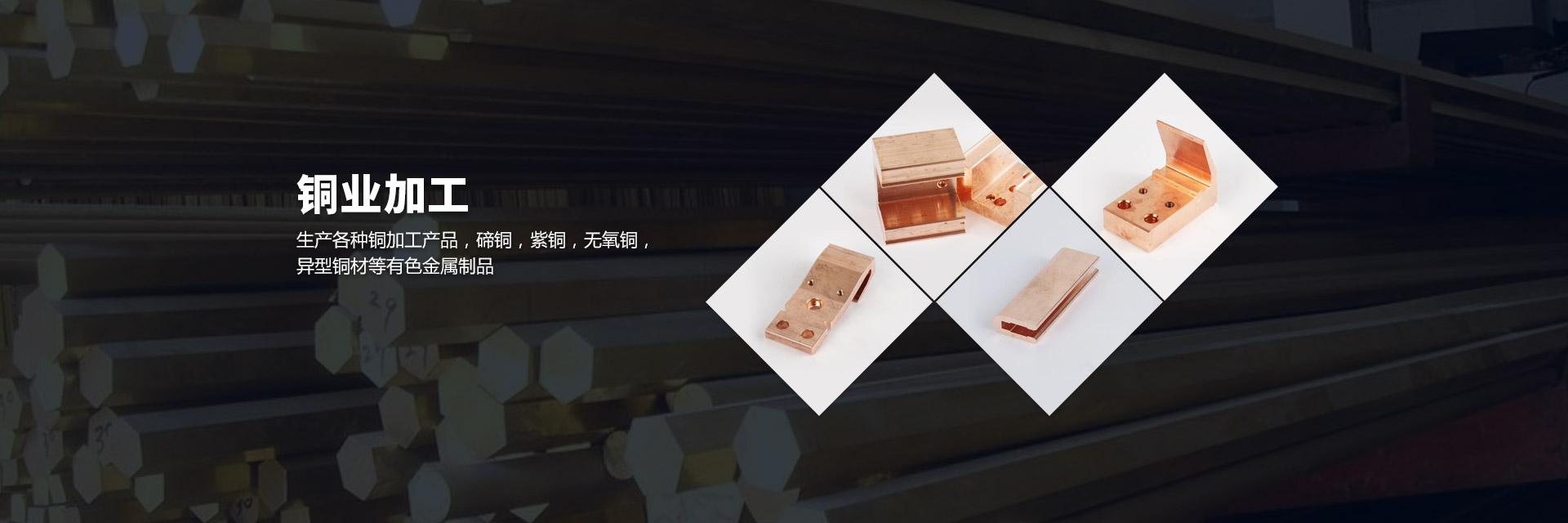
宁波高新区威康材料有限公司,成立于一九九六年五月十八日,公司占地面积二十余亩,总投资金额三千余万元,是一家规模较大、经济实力雄厚的股份制企业。公司主要生产各种铜加工产品,碲铜棒,板,带:紫铜(板、棒、排、带);无氧铜(板、棒、排、带);碲铜(板、棒、排、带)...


企业简介


联系方式


留言反馈

22
2021-02
相信很多人都对碲铜这一金属材料很陌生,其实因为碲是化学元素中不大出现在人们视野中的,但是这一材料在我们的生活中的应用还是比较广泛的,只是大多数时候都被我们所......
03
2021-02
碲铜是一种早在上个世纪六十年代就被发明出来的高导电性铜合金。多年来因为其可靠性高、可塑性好、性价比较高、生产加工便捷等优点,一经出现就被广泛应用于电力生产、......
08
2021-01
相信很多人都没有听说过碲铜合金,也不知道碲铜合金是什么东西,可是顾名思义碲铜合金应该是一个金属零件,具体有什么效果就不太清楚了。现在小编就给大家介绍一下有什......
07
2020-11
青铜、铜大家一定经常会听说,但是对于碲铜这种材料还是感到非常模糊的,很多人甚至都没有听说过这种材料。看到这种材料的时候,更是感到非常的陌生,那么碲铜到底是一......
我们将一如既往地为我们的客户提供较好的服务及创造较大的利益空间
地址:宁波市高新区通途路2577号(盛梅路口) 电话:0574-88487082 /88352228
邮箱:jklfqy@126.com QQ客服:772535115



